



Urządzenia do adsorpcji węgla aktywnego to przemysłowy system oczyszczania powietrza i wody, który wykorzystuje wyjątkowo dużą powierzchnię i strukturę porów węgla aktywnego do usuwania zanieczyszczeń organicznych, lotnych związków organicznych (LZO), gazów zapachowych i rozpuszczonych zanieczyszczeń ze strumieni gazów lub cieczy poprzez fizyczne i chemiczne mechanizmy adsorpcji. W miarę zaostrzania się przepisów dotyczących ochrony środowiska na całym świecie i coraz bardziej rygorystycznych norm emisji przemysłowych, urządzenia do adsorpcji węgla aktywnego stała się jedną z najczęściej stosowanych technologii oczyszczania na końcu rury w przemyśle farmaceutycznym, chemicznym, elektronicznym, poligraficznym, powłokowym i oczyszczania ścieków.
Ten przewodnik dla inżynierów obejmuje pełny krajobraz techniczny i komercyjny oprogramowania urządzenia do adsorpcji węgla aktywnego — od podstaw adsorpcji i konfiguracji systemów po metody regeneracji, kryteria wyboru, zgodność z przepisami i kluczowe kwestie dla zespołów ds. zakupów B2B zaopatrujących się w systemy na skalę przemysłową.
1. Jak działa sprzęt do adsorpcji węgla aktywnego
1.1 Mechanizm adsorpcji: adsorpcja fizyczna i chemiczna
Zasada działania urządzenia do adsorpcji węgla aktywnego opiera się na tendencji cząsteczek w fazie płynnej do gromadzenia się na powierzchni stałego adsorbentu. Procesem tym rządzą dwa odrębne mechanizmy:
- Adsorpcja fizyczna (fizysorpcja) : Napędzany siłami międzycząsteczkowymi van der Waalsa pomiędzy cząsteczką adsorbatu a powierzchnią węgla. Nie powstają żadne wiązania chemiczne, co oznacza, że proces jest w pełni odwracalny — zaadsorbowana cząsteczka może zostać zdesorbowana poprzez zmniejszenie ciśnienia cząstkowego lub zwiększenie temperatury. Fizysorpcja jest dominującym mechanizmem w większości zastosowań związanych z usuwaniem LZO i gazów organicznych i stanowi podstawę regeneracji urządzenia do adsorpcji węgla aktywnego . Zdolność adsorpcji jest proporcjonalna do masy cząsteczkowej adsorbatu i temperatury wrzenia: cięższe cząsteczki LZO o wyższej temperaturze wrzenia adsorbują silniej niż lżejsze cząsteczki LZO o niższej temperaturze wrzenia.
- Adsorpcja chemiczna (chemisorpcja) : Obejmuje tworzenie wiązań chemicznych pomiędzy adsorbatem a powierzchniowymi grupami funkcyjnymi na węglu. Mechanizm ten zapewnia większą zdolność adsorpcji określonych związków docelowych (np. siarkowodoru, par rtęci, kwaśnych gazów), ale jest generalnie nieodwracalny — chemicznie zaadsorbowanych substancji nie można usunąć w drodze regeneracji termicznej, co sprawia, że wymaganą reakcją na nasycenie jest wymiana węgla, a nie regeneracja. Impregnowane węgle aktywne (zapełnione KI, KOH, H3PO4 lub związkami metali) wykorzystują chemisorpcję do specyficznego usuwania zanieczyszczeń.
-

1.2 Rola struktury porów: mikropor, mezopor, makropor
Niezwykła zdolność adsorpcji węgla aktywnego – powierzchnia właściwa wynosząca 500–2 000 m²/g w porównaniu do 1–5 m²/g w przypadku konwencjonalnych mediów filtracyjnych — jest bezpośrednią konsekwencją jego wysoce rozwiniętej sieci porów wewnętrznych. Klasyfikacja IUPAC definiuje trzy kategorie wielkości porów, z których każda pełni odrębną funkcję w procesie adsorpcji:
| Typ porów | Zakres średnic | Funkcja w adsorpcji | Docelowe zanieczyszczenia |
|---|---|---|---|
| Mikropory | <2 nm | Pierwotne miejsca adsorpcji — najwyższa energia powierzchniowa i pojemność | Małe cząsteczki organiczne, LZO, rozpuszczalniki (MW <300 g/mol) |
| Mezopory | 2–50 nm | Drogi transportu do mikroporów; adsorpcja większych cząsteczek | Barwniki, większe cząsteczki organiczne, niektóre pestycydy |
| Makropory | >50 nm | Sieć autostrad do szybkiego transportu adsorbatu do cząsteczki węgla | Nie główne miejsca adsorpcji – jedynie rola dyfuzyjna |
Dla urządzenia do adsorpcji węgla aktywnego for VOC removal , węgle o dużej objętości mikroporów (> 0,4 cm3/g) i powierzchni BET przekraczającej 1000 m²/g są określone w celu maksymalizacji zdolności adsorpcji na jednostkę masy węgla. Dla urządzenia do adsorpcji węgla aktywnego for wastewater treatment objętość mezoporów staje się ważniejsza, aby pomieścić większe rozpuszczone cząsteczki organiczne i substancje humusowe zwykle obecne w ściekach przemysłowych.
1.3 Krzywa przebicia i punkt nasycenia
Krzywa przełomu jest podstawową miarą wydajności każdego urządzenia urządzenia do adsorpcji węgla aktywnego system pracujący w trybie przepływu ciągłego. Gdy zanieczyszczony gaz lub ciecz przechodzi przez złoże węgla, adsorpcja zachodzi stopniowo — najpierw nasycają się warstwy wlotowe węgla, a strefa przenoszenia masy (MTZ) — obszar aktywnej adsorpcji — z czasem migruje w kierunku wylotu złoża. Przełom definiuje się jako moment, w którym stężenie zanieczyszczeń na wylocie osiąga określony ułamek stężenia na wlocie (zwykle 5–10% w przypadku systemów LZO lub ustawowy limit emisji, w zależności od tego, który z nich jest bardziej rygorystyczny).
Krytyczne parametry krzywej przełomu, które determinują projekt systemu i decyzje operacyjne, obejmują:
- Czas przebicia (t_b) : Czas od rozpoczęcia pracy do przełomu — określa częstotliwość regeneracji lub wymiany węgla i bezpośrednio reguluje koszty operacyjne.
- Czas nasycenia (t_s) : Czas do całkowitego nasycenia złoża — stosunek t_b/t_s określa ostrość frontu przebicia. Ostre fronty (stosunek bliski 1,0) wskazują na efektywne wykorzystanie węgla; stopniowe fronty wskazują na rozproszenie osiowe, kanałowanie lub złą konstrukcję złoża.
- Efektywność wykorzystania węgla : Część całkowitej pojemności węgla faktycznie wykorzystana przed przełomem — zazwyczaj 50–80% w przypadku dobrze zaprojektowanych systemów ze złożem stałym. Niższa wydajność wskazuje na przeprojektowane złoża lub słabą dystrybucję przepływu.
1.4 Kluczowe wskaźniki wydajności: zdolność adsorpcji, głębokość złoża, czas kontaktu
Inżynieria systemowa urządzenia do adsorpcji węgla aktywnego koncentruje się na trzech współzależnych zmiennych projektowych:
- Zdolność adsorpcji (q, mg/g lub kg/kg) : Masa zanieczyszczeń zaadsorbowanych na jednostkę masy węgla w stanie równowagi, określona przez izotermę adsorpcji (model Langmuira lub Freundlicha) dla konkretnego układu adsorbat-węgiel w temperaturze roboczej. Opublikowane dane izotermiczne od producentów węgla stanowią punkt wyjścia do obliczeń wielkości złoża.
- Głębokość łóżka (L, m) : Minimalna głębokość złoża jest określana na podstawie długości strefy przenoszenia masy — złoże musi mieć co najmniej 1,5–2,0 × długość MTZ, aby osiągnąć docelowe stężenie przebicia. Głębsze złoża wydłużają czas kontaktu, poprawiają stężenie na wylocie i wydłużają czas przebicia kosztem większego spadku ciśnienia.
- Czas kontaktu z pustym łóżkiem (EBCT, minuty) : Stosunek objętości złoża do objętościowego natężenia przepływu – najważniejszy parametr doboru urządzenia do adsorpcji węgla aktywnego . Typowe wartości EBCT wynoszą 0,1–0,5 sekundy dla systemów LZO w fazie gazowej i 5–30 minutut dla systemów oczyszczania ścieków w fazie ciekłej. Dłuższy EBCT poprawia wydajność usuwania, ale zwiększa koszty inwestycyjne (większy statek) i zapasy węgla.
2. Rodzaje urządzeń do adsorpcji węgla aktywnego
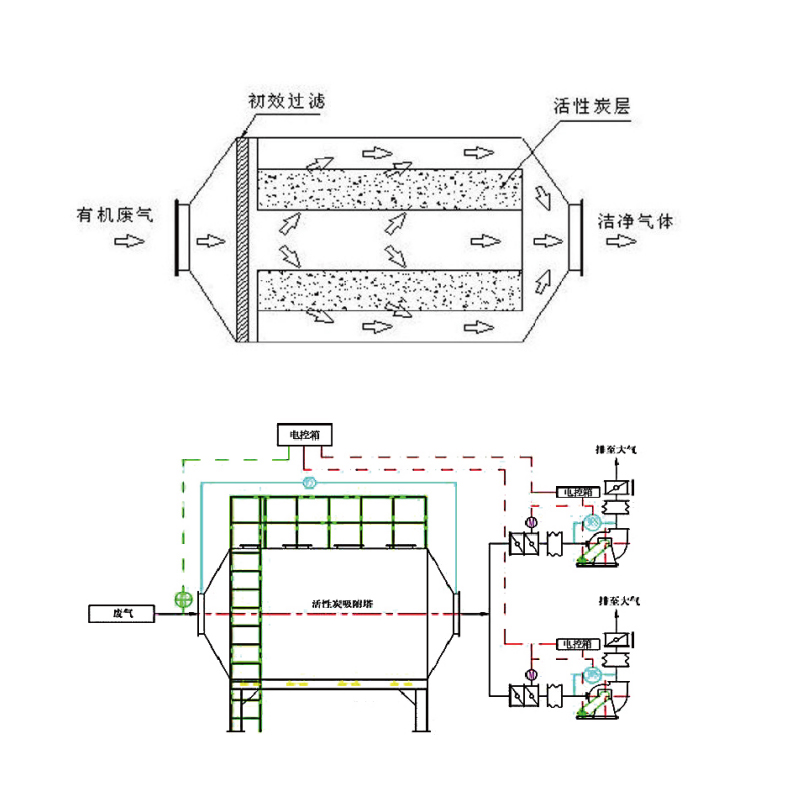
2.1 Wieża adsorpcyjna z węglem aktywnym ze stałym złożem
Wieża adsorpcyjna ze stałym złożem jest najpowszechniej stosowaną konfiguracją urządzenia do adsorpcji węgla aktywnego w zastosowaniach przemysłowych. Węgiel jest pakowany w postaci stacjonarnego złoża w zbiorniku ciśnieniowym; zanieczyszczony gaz lub ciecz przepływa przez złoże w określonym kierunku (zazwyczaj przepływ w dół w przypadku cieczy, przepływ w górę lub w dół w przypadku gazów), a czyste ścieki wypływają z przeciwnego końca. Systemy ze stałymi łóżkami działają w konfiguracjach z jednym lub wieloma łóżkami (wyprzedzenie-opóźnienie):
- Systemy jednołóżkowe : Najprostsza konfiguracja — najniższy koszt inwestycyjny, ale wymaga zatrzymania procesu w celu regeneracji lub wymiany węgla. Nadaje się do procesów wsadowych lub zastosowań o rzadkich wymaganiach dotyczących regeneracji.
- Systemy lead-lag z podwójnym łóżkiem : Dwa złoża działają szeregowo — złoże ołowiu adsorbuje większość ładunku zanieczyszczeń, podczas gdy złoże opóźnione pełni funkcję etapu polerowania i wczesnego ostrzegania o przebiciu się złoża ołowiu. Kiedy złoże ołowiu zostanie nasycone, zostaje ono odłączone w celu regeneracji, złoże opóźnione staje się nowym ołowiem, a wraz z nowym opóźnieniem pojawia się świeżo zregenerowane złoże. Taka konfiguracja umożliwia ciągłą pracę bez przerywania procesu — jest to standardowa konstrukcja do przemysłowych zastosowań związanych z ciągłą kontrolą emisji.
- Wiele równoległych łóżek : Trzy lub więcej złóż obracających się równolegle – jedno adsorbujące, jedno regenerujące, jedno chłodzące/gotowe. Stosowany w zastosowaniach wymagających dużego przepływu, gdzie pojedyncze złoże byłoby niepraktycznie duże lub gdzie wymagana jest ciągła praca z nakładającymi się cyklami regeneracji.
2.2 Systemy adsorpcyjne z ruchomym złożem i wirującym kołem
Dla applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Adsorbery ze złożem ruchomym : Granulki węgla przemieszczają się w sposób ciągły w dół przez strefę adsorpcji pod wpływem grawitacji, podczas gdy zanieczyszczony gaz przepływa w górę w kierunku przeciwnym do prądu. Węgiel nasycony jest w sposób ciągły pobierany z dna i przekazywany do jednostki regeneracyjnej; zregenerowany węgiel jest zawracany na górę. Taka konfiguracja zapewnia niemal teoretyczną wydajność wykorzystania węgla i eliminuje przełomowe ograniczenia systemów ze złożem stałym.
- Obrotowe koło adsorpcyjne (wirnik o strukturze plastra miodu) : Cylindryczny wirnik wypełniony węglem aktywnym lub zeolitem o strukturze plastra miodu obraca się powoli (1–10 obr./min) w naprzemiennych sektorach adsorpcji i desorpcji. Konstrukcja ta jest szczególnie skuteczna w przypadku strumieni LZO o dużej objętości i niskim stężeniu (stężenie wlotowe 10–500 mg/m3), gdzie koncentruje ładunek LZO 10–30-krotnie przed skierowaniem stężonego strumienia do dalszego utleniacza termicznego, co znacznie zmniejsza koszty operacyjne utleniacza.
2.3 Projekt przemysłowej wieży adsorpcyjnej z węglem aktywnym — kluczowe parametry
Inżynieria projekt przemysłowej wieży adsorpcyjnej z węglem aktywnym wymaga określenia następujących współzależnych parametrów, aby niezawodnie osiągnąć docelowe poziomy emisji w pełnym zakresie warunków pracy:
| Parametr projektowy | Typowy zakres (faza gazowa) | Typowy zakres (faza ciekła) | Znaczenie inżynieryjne |
|---|---|---|---|
| Prędkość powierzchniowa (u) | 0,2–0,5 m/s | 5–15 m3/godz | Reguluje spadek ciśnienia i współczynnik przenikania masy |
| Głębokość łóżka (L) | 0,3–1,5 m | 1,0–3,0 m | Aby osiągnąć docelową skuteczność, musi przekraczać 1,5 × długość MTZ |
| EBCT | 0,1–0,5 s | 5–30 min | Podstawowy parametr rozmiaru wpływający na skuteczność usuwania |
| Rozmiar cząstek węgla | Siatka 4×8 (2,4–4,8 mm) | Siatka 8×30 (0,6–2,4 mm) | Mniejsze cząstki: lepsza kinetyka, większy spadek ciśnienia |
| Spadek ciśnienia (ΔP) | 500–2 000 Pa/m | 0,5–2,0 bar/m | Określa zużycie energii przez wentylator/pompę |
| Zakres temperatur | 10–50°C (optymalna) | 5–40°C (optymalna) | Wyższa temperatura zmniejsza zdolność adsorpcji |
| Wilgotność względna (faza gazowa) | Preferowana wilgotność względna <70%. | Nie dotyczy | Para wodna konkuruje z LZO w miejscach adsorpcji powyżej 70% RH |
2.4 Systemy modułowe a systemy zaprojektowane na zamówienie
Decyzja o zakupie pomiędzy modułowymi jednostkami standardowymi a jednostkami zaprojektowanymi na zamówienie urządzenia do adsorpcji węgla aktywnego zależy od złożoności i skali wniosku:
- Systemy modułowe : Wstępnie zaprojektowane, zmontowane fabrycznie jednostki dostępne ze standardowym natężeniem przepływu i wielkością zapasów węgla. Krótszy czas realizacji (4–8 tygodni w porównaniu z 12–24 tygodniami w przypadku zamówień niestandardowych), niższe koszty inżynieryjne i łatwiejsza dostępność części zamiennych. Najlepiej nadaje się do zastosowań, w których natężenie przepływu, stężenie i docelowa wydajność mieszczą się w zakresie specyfikacji standardowego urządzenia.
- Systemy zaprojektowane na zamówienie : Zaprojektowane specjalnie z myślą o warunkach procesowych klienta, ograniczeniach miejsca i wymaganiach prawnych. Wymagane w przypadku niestandardowych natężeń przepływu, strumieni o wysokiej temperaturze lub wysokiej wilgotności, wieloskładnikowych mieszanin LZO wymagających specjalistycznej selekcji węgla lub zintegrowanych systemów obejmujących obróbkę wstępną, regenerację i obróbkę końcową w jednym rozwiązaniu technicznym. Wyższe początkowe koszty inżynierii i produkcji są równoważone przez zoptymalizowaną wydajność, niższe koszty eksploatacji w całym okresie eksploatacji i gwarancję zgodności z przepisami.
-
3. Podstawowe zastosowania według branży
3.1 Urządzenia do adsorpcji węgla aktywnego do usuwania LZO
Urządzenia do adsorpcji węgla aktywnego do usuwania LZO to główne zastosowanie generujące zapotrzebowanie rynku światowego na tę technologię. Przemysłowe emisje LZO — pochodzące z rozpuszczalników, operacji powlekania, syntezy farmaceutycznej, drukowania, przetwarzania gumy i produkcji chemicznej — podlegają coraz bardziej rygorystycznym limitom regulacyjnym na mocy chińskiej normy GB 16297, unijnej dyrektywy w sprawie emisji przemysłowych (IED) oraz krajowych norm emisji niebezpiecznych substancji zanieczyszczających powietrze amerykańskiej Agencji Ochrony Środowiska (NESHAP).
Kluczowe wymagania dotyczące wydajności dla urządzenia do adsorpcji węgla aktywnego for VOC removal obejmują:
- Skuteczność usuwania : Zwykle >95% zgodności z przepisami w kluczowych sektorach przemysłu w Chinach (GB 37822-2019 wymaga całkowitego stężenia LZO na wyjściu ≤60 mg/m3 dla większości gałęzi przemysłu); Do usuwania niebezpiecznych substancji zanieczyszczających powietrze (HAP) w zastosowaniach farmaceutycznych i chemicznych może być wymagane >98%.
- Zakres stężeń na wlocie : Adsorbery węglowe ze stałym złożem są zoptymalizowane pod kątem stężeń LZO na wlocie wynoszących 300–5 000 mg/m3. Poniżej 300 mg/m3 wykorzystanie węgla na cykl regeneracji spada, zwiększając koszty operacyjne. Powyżej 5000 mg/m3 ryzyko pożaru i wybuchu w wyniku egzotermicznego uwalniania ciepła podczas adsorpcji wymaga starannego zarządzania temperaturą i zaprojektowania blokady bezpieczeństwa.
- Integracja odzyskiwania rozpuszczalników : Do rozpuszczalników o wysokiej wartości (MEK, toluen, octan etylu, DMF), regenerowany parą urządzenia do adsorpcji węgla aktywnego for VOC removal umożliwia odzysk zdesorbowanego rozpuszczalnika poprzez kondensację i ponowne wykorzystanie, co przekształca koszt kontroli emisji w strumień przychodów z odzysku surowców, który może zrekompensować 30–70% kosztów operacyjnych systemu.
3.2 Urządzenia do adsorpcji węgla aktywnego do oczyszczania ścieków
Urządzenia do adsorpcji węgla aktywnego do oczyszczania ścieków zajmuje się usuwaniem rozpuszczonych związków organicznych, śladowych farmaceutyków, pestycydów, barwników, kompleksów metali ciężkich oraz związków smakowo-zapachowych ze ścieków przemysłowych i wody pitnej, które są odporne na procesy biologicznego oczyszczania. Kluczową zaletą węgla aktywnego w porównaniu z oczyszczaniem biologicznym w tych zastosowaniach jest jego nieselektywność — węgiel aktywny adsorbuje praktycznie wszystkie związki organiczne jednocześnie, niezależnie od ich biodegradowalności.
Zastosowania oczyszczania ścieków przemysłowych obejmują:
- Doczyszczanie ścieków farmaceutycznych : Usuwanie aktywnych składników farmaceutycznych (API), półproduktów i pozostałości rozpuszczalników do stężeń poniżej granic wykrywalności przed wypuszczeniem. Wymagane przez coraz bardziej rygorystyczne normy dotyczące odprowadzania ścieków farmaceutycznych w Chinach (GB 21904) i Europie.
- Ścieki barwieniowe i tekstylne : Odbarwianie ścieków barwników reaktywnych przy redukcji ChZT z 200–500 mg/L do <50 mg/L. Węgiel aktywny jest szczególnie skuteczny w przypadku opornych barwników azowych, które są odporne na degradację biologiczną.
- Woda do płukania elektroniki i półprzewodników : Usuwanie śladowych rozpuszczalników organicznych (IPA, aceton, NMP) ze strumieni wody płuczącej o wysokiej czystości w celu umożliwienia ponownego wykorzystania wody i zmniejszenia objętości odprowadzanej wody.
- Zaawansowane leczenie wodą pitną : Usuwanie prekursorów produktów ubocznych dezynfekcji, związków smakowo-zapachowych (geosmina, 2-MIB) i mikrozanieczyszczeń jako trzeciorzędny etap polerowania po konwencjonalnym leczeniu.
3.3 Przemysł farmaceutyczny, chemiczny i poligraficzny
Te trzy sektory łącznie reprezentują segment rynku o najwyższej wartości urządzenia do adsorpcji węgla aktywnego ze względu na połączenie strumieni rozpuszczalników o wysokiej wartości (uzasadniające inwestycję w odzysk rozpuszczalnika), rygorystyczne wymogi regulacyjne (wymagające specyfikacji wysokiej wydajności usuwania) i złożonych wieloskładnikowych mieszanin LZO (wymagające specjalistycznego projektu systemu i doboru węgla):
- Produkcja farmaceutyczna : Synteza, formułowanie i operacje powlekania generują strumienie spalin zawierające rozpuszczalniki, zawierające etanol, IPA, aceton, chlorek metylenu i inne HAP. Projekt przemysłowej wieży adsorpcyjnej z węglem aktywnym do zastosowań farmaceutycznych muszą uwzględniać kompatybilność mieszanin rozpuszczalników, klasyfikację elektryczną przeciwwybuchową (ATEX strefa 1 lub 2) i wymagania dotyczące dokumentacji GMP.
- Produkcja chemiczna : Otwory procesowe, spaliny z reaktorów i straty spowodowane oddychaniem zbiorników magazynujących zawierają szeroką gamę związków organicznych. Dobór węgla musi uwzględniać konkurencyjną adsorpcję pomiędzy składnikami mieszaniny i potencjał wzrostu temperatury ciepła adsorpcji w przypadku stężonych strumieni.
- Druk i pakowanie : Operacje fleksograficzne, wklęsłe i offsetowe generują duże ilości spalin zawierających rozpuszczalniki (toluen, octan etylu, izopropanol). Odzysk rozpuszczalnika poprzez adsorpcję węgla regenerowanego parą jest ekonomicznie uzasadniony przy zawartości rozpuszczalnika typowej dla operacji drukowania z dużą szybkością.
3.4 Elektronika, fotowoltaika i przetwórstwo gumy
Produkcja elektroniki i fotowoltaiki generuje spaliny procesowe zawierające NMP (N-metylo-2-pirolidon), DMF (dimetyloformamid) i inne wysokowrzące rozpuszczalniki powstałe podczas powlekania i laminowania. Rozpuszczalniki te mają wysokie powinowactwo adsorpcji do węgla aktywnego (wysoka temperatura wrzenia = silna adsorpcja) i znaczną ekonomiczną wartość odzysku – dzięki czemu urządzenia do adsorpcji węgla aktywnego z odzyskiem rozpuszczalnika jest to technologia preferowana w porównaniu z utlenianiem termicznym w tych zastosowaniach. Operacje przetwarzania gumy i wulkanizacji powodują emisję związków siarki, węglowodorów i gazów zawierających cząstki stałe, które wymagają wstępnej filtracji przed adsorpcją węgla, aby zapobiec przedwczesnemu zanieczyszczeniu złoża.
4. Regeneracja urządzeń do adsorpcji węgla aktywnego
4.1 Regeneracja parowa — wymagania dotyczące procesu i energii
Regeneracja parowa jest najpowszechniej stosowaną metodą regeneracja urządzeń do adsorpcji węgla aktywnego w zastosowaniach związanych z odzyskiem rozpuszczalników. Para o niskim ciśnieniu (110–140°C, 0,05–0,3 MPa) przepuszczana jest przez nasycone złoże węgla, zapewniając energię cieplną niezbędną do desorpcji zaadsorbowanych LZO (desorpcja jest endotermiczna – odwrotność adsorpcji egzotermicznej). Zdesorbowana mieszanina LZO i pary opuszcza złoże i jest skraplana w wymienniku ciepła; separacja faz (dekantacja) oddziela odzyskany rozpuszczalnik od wody kondensacyjnej.
Kluczowe parametry regeneracji pary:
- Stosunek pary do rozpuszczalnika : Zazwyczaj 2–5 kg pary na kg zdesorbowanego rozpuszczalnika, w zależności od powinowactwa adsorpcji rozpuszczalnika i docelowego obciążenia resztkowego złoża po regeneracji.
- Obciążenie resztkowe po regeneracji : Nie cały zaadsorbowany rozpuszczalnik jest usuwany w każdym cyklu regeneracji — zazwyczaj 10–30% ładunku sprzed regeneracji pozostaje w postaci „pięty”. Pięta ta gromadzi się w kolejnych cyklach, aż do osiągnięcia równowagi, określając pojemność roboczą węgla jako różnicę między obciążeniem przebijającym a równowagowym obciążeniem pięty.
- Suszenie węgla po regeneracji parowej : Złoże węglowe zatrzymuje znaczną ilość wilgoci po regeneracji parowej, co zmniejsza dostępną zdolność adsorpcji w kolejnych cyklach. Przed ponownym uruchomieniem złoża wymagane jest suszenie gorącym powietrzem (60–100°C) lub przedmuchanie gazem obojętnym.
4.2 Regeneracja termiczna/gorącym gazem
Dla applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3 Metody desorpcji próżniowej i usuwania azotu
Desorpcja próżniowa zmniejsza ciśnienie cząstkowe zaadsorbowanych związków nad złożem węgla, powodując desorpcję w niższych temperaturach niż metody termiczne. Łączona regeneracja próżniowo-termiczna (stosowanie próżni jednocześnie z umiarkowanym ogrzewaniem do 80–120°C) umożliwia osiągnięcie najniższego pięta resztkowego spośród wszystkich metod regeneracji i jest zalecana do rozpuszczalników o wysokiej wartości, gdzie maksymalna wydajność odzysku jest krytyczna ekonomicznie. Regeneracja poprzez przedmuchanie azotem — przepływ podgrzanego azotu przez złoże w celu usunięcia zaadsorbowanych LZO — jest stosowana w przypadku związków wrażliwych termicznie, które uległyby degradacji w temperaturach regeneracji parowej, oraz w systemach na małą skalę, w których infrastruktura do wytwarzania pary nie jest dostępna.
4.4 Zarządzanie cyklem regeneracji i progi wymiany węgla
Skuteczny regeneracja urządzeń do adsorpcji węgla aktywnego wymaga systematycznego zarządzania cyklem w celu śledzenia degradacji wydajności emisji dwutlenku węgla i określenia optymalnego czasu wymiany:
| Metoda regeneracji | Typowy czas trwania cyklu | Żywotność węgla (cykle) | Pozostała pięta (% świeżej pojemności) | Najlepsza aplikacja |
|---|---|---|---|---|
| Regeneracja parowa | 4–8 godzin | 500–1000 cykli | 10–30% | Odzyskiwanie rozpuszczalników (alkohol, keton, ester) |
| Regeneracja gorącym gazem (N₂). | 6–12 godzin | 300–600 cykli | 5–15% | Rozpuszczalniki wrażliwe na wodę, wysokowrzące LZO |
| Regeneracja próżniowo-termiczna | 8–16 godzin | 200–400 cykli | 2–8% | Rozpuszczalniki o wysokiej wartości, maksymalna wydajność odzysku |
| Brak regeneracji (wymiana węgla) | Nie dotyczy | Jednorazowego użytku | Nie dotyczy | Zastosowania chemisorpcyjne, systemy o małej objętości |
Węgiel należy wymienić, gdy wydajność robocza (mierzona czasem przebicia w standardowych warunkach) spadnie do 50–60% wydajności początkowej — zwykle po 3–5 latach w przypadku systemów z regeneracją parową — lub gdy degradacja fizyczna (ścieranie się cząstek, gromadzenie się popiołu lub osadzanie się smoły z polimeryzujących LZO) zwiększyła spadek ciśnienia w złożu powyżej wydajności wentylatora systemowego.
5. Jak wybrać odpowiedni system
5.1 Stężenie substancji zanieczyszczających i dobór natężenia przepływu
Rozmiar systemu dla urządzenia do adsorpcji węgla aktywnego rozpoczyna się od pełnej charakterystyki wlotowego strumienia gazu lub cieczy:
- Przepływ objętościowy (Nm3/h lub m3/h) : Projektowe natężenie przepływu powinno odzwierciedlać maksymalny przepływ procesu, łącznie z marginesem bezpieczeństwa (zwykle 110–120% nominalnego maksimum). Pole przekroju poprzecznego złoża węgla oblicza się z natężenia przepływu podzielonego przez docelową prędkość powierzchniową (0,2–0,5 m/s dla fazy gazowej).
- Stężenie substancji zanieczyszczającej (mg/m3 lub mg/L) : Należy scharakteryzować zarówno średnie, jak i maksymalne stężenia. Zdarzenia związane ze szczytowym stężeniem (podczas rozruchu sprzętu, szczytów procesu wsadowego lub zakłóceń procesu) mogą spowodować przedwczesne przebicie, jeśli system jest dobrany tylko dla warunków średnich.
- Skład substancji zanieczyszczających : W przypadku mieszanych strumieni LZO składnik o najniższym powinowactwie adsorpcji (najniższa temperatura wrzenia, najniższa masa cząsteczkowa) przebije się jako pierwszy i określi podstawę projektu systemu. Konkurencyjna adsorpcja między składnikami oznacza również, że początkowo zaadsorbowane lżejsze związki mogą zostać zastąpione przez później zaadsorbowane cięższe związki — zjawisko to należy uwzględnić przy przewidywaniu czasu przebicia.
- Temperatura i wilgotność : Temperatura gazu na wlocie powyżej 40°C znacznie zmniejsza zdolność adsorpcji węgla aktywnego i może wymagać zastosowania chłodnicy wstępnej przed urządzenia do adsorpcji węgla aktywnego . Wilgotność względna powyżej 70% wprowadza konkurencyjną adsorpcję pary wodnej, zmniejszając efektywną pojemność LZO o 20–50% w zależności od rodzaju LZO.
5.2 Wybór rodzaju węgla: granulat vs pellet vs plaster miodu
| Forma węgla | Rozmiar cząstek | Spadek ciśnienia | Pojemność adsorpcyjna | Typowe zastosowanie |
|---|---|---|---|---|
| Granulowany węgiel aktywny (GAC) | 0,6–4,8 mm | Średnio-wysoki | Wysoka (500–1200 mg/g dla typowych LZO) | Układy ze złożem stałym w fazie gazowej i ciekłej |
| Pelletowany węgiel aktywny (PAC) | Cylindry o średnicy 1,5–4,0 mm | Średni | Wysoki (porównywalny do GAC) | Faza gazowa — mniejsze wytwarzanie pyłu niż GAC |
| Sproszkowany węgiel aktywny (PAC) | <0,075 mm | Nie dotyczy (slurry dosing) | Bardzo wysoka (największa powierzchnia) | Faza ciekła – dozowana jako zawiesina, a nie złoże stałe |
| Węgiel aktywny o strukturze plastra miodu | Blok monolityczny, ściany komórkowe o grubości 1,5–2,5 mm | Bardzo niski | Niższa objętość na jednostkę niż GAC | Obrotowe koncentratory kołowe, duże objętości i niskie stężenia LZO |
5.3 Integracja z wcześniejszymi i późniejszymi procesami oczyszczania
Urządzenia do adsorpcji węgla aktywnego rzadko działa jako samodzielny system w zastosowaniach przemysłowych. Efektywny projekt systemu wymaga starannej integracji z wcześniejszymi procesami obróbki wstępnej i późniejszymi procesami oczyszczania:
- Wstępna obróbka wstępna : Cząstki stałe (>1 µm) należy usunąć przed złożem węgla, aby zapobiec przedwczesnemu zanieczyszczeniu i tworzeniu się kanałów. Filtr workowy lub elektrofiltr przed adsorberem jest standardem w przypadku emisji zawierających aerozole, dym lub pył. Strumienie o wysokiej temperaturze wymagają chłodzenia (bezpośredniego lub pośredniego wymiennika ciepła) do temperatury poniżej 40°C. Strumienie o wysokiej wilgotności mogą wymagać wstępnej suszarki kondensacyjnej lub ze środkiem osuszającym.
- Dalsza obróbka po zabiegu : W wielu kontekstach regulacyjnych urządzenia do adsorpcji węgla aktywnego for VOC removal jest połączony z późniejszym utleniaczem katalitycznym lub termicznym — adsorber koncentruje strumień LZO (zmniejszając wielkość utleniacza i zużycie paliwa), podczas gdy utleniacz zapewnia ostateczne zniszczenie każdego przełomu, który przekracza limity emisji.
- Integracja systemu odzyskiwania rozpuszczalników : W przypadku układów regeneracji parowej z odzyskiem rozpuszczalnika, dalszy układ kondensacji i rozdzielania faz musi być zaprojektowany dla konkretnej mieszaniny rozpuszczalników, łącznie z możliwością obsługi azeotropów (np. mieszanin etanol-woda wymagających destylacji, a nie prostego rozdzielania faz).
5.4 Analiza kosztów: CAPEX vs OPEX dla różnych typów systemów
| Typ systemu | NAKŁADY CAPEX (względne) | Sterowniki OPEX | Okres zwrotu | Najlepszy przypadek ekonomiczny |
|---|---|---|---|---|
| Stałe łóżko, wymiana węgla (bez regeneracji) | Niski | Koszt zakupu i utylizacji węgla | Nie dotyczy (no recovery revenue) | Niski concentration, infrequent use, small flow |
| Regeneracja parowa ze złożem stałym z odzyskiem rozpuszczalnika | Średnio-wysoki | Koszt pary, kondensacja, uzdatnianie wody | 1–4 lata (równoważone wartością odzysku rozpuszczalnika) | Wysokie stężenie, wysokowartościowe rozpuszczalniki, praca ciągła |
| Utleniacz z koncentratorem obrotowym | Wysoka | Paliwo utleniające, prąd, konserwacja | 3–6 lat | Duża objętość, niskie stężenie, mieszane rozpuszczalniki bez wartości odzysku |
| Łóżko ruchome z ciągłą regeneracją | Bardzo wysoki | Transport węgla, energia regeneracyjna | 4–8 lat | Bardzo duży przepływ, praca ciągła, wysokie wymagania dotyczące wykorzystania węgla |
6. Standardy regulacyjne i zgodność
6.1 Normy GB obowiązujące w Chinach dotyczące emisji LZO i ścieków
Od 2015 r. chińskie ramy regulacyjne dotyczące emisji przemysłowych znacznie się zaostrzyły, tworząc główny czynnik zapewniający zgodność z przepisami urządzenia do adsorpcji węgla aktywnego inwestycje w chińskich sektorach przemysłu:
- GB 37822-2019 (Norma kontroli emisji niezorganizowanych lotnych związków organicznych): Ustala całkowite limity stężenia wylotowych LZO na poziomie ≤60 mg/m3 dla ogólnych źródeł przemysłowych i bardziej rygorystyczne limity dla określonych sektorów przemysłu. Nakazuje zorganizowane zbieranie i przetwarzanie źródeł emisji LZO powyżej określonych progów.
- Normy emisji specyficzne dla danej branży : GB 31572 (żywica syntetyczna), GB 31571 (petrochemia), GB 16297 (kompleksowe zanieczyszczenia powietrza), GB 14554 (substancje zanieczyszczające zapachy) – każda z nich określa określone limity gatunków LZO mające zastosowanie do odpowiednich sektorów przemysłu.
- GB 8978-1996 i normy branżowe dotyczące ścieków : Reguluj stężenia rozpuszczonych związków organicznych w zrzutach ścieków przemysłowych, stymulując inwestycje w urządzenia do adsorpcji węgla aktywnego for wastewater treatment jako etap dopracowania w celu spełnienia coraz bardziej rygorystycznych limitów ChZT, BZT i określonych składników organicznych.





 304 Oczyszczacz fotokatalityczny")
